Immediate Results, Saving Oil, Equipment & Downtime
Simpson Tacoma Kraft Paper Mill Off-Line Kidney Loop Filtration.
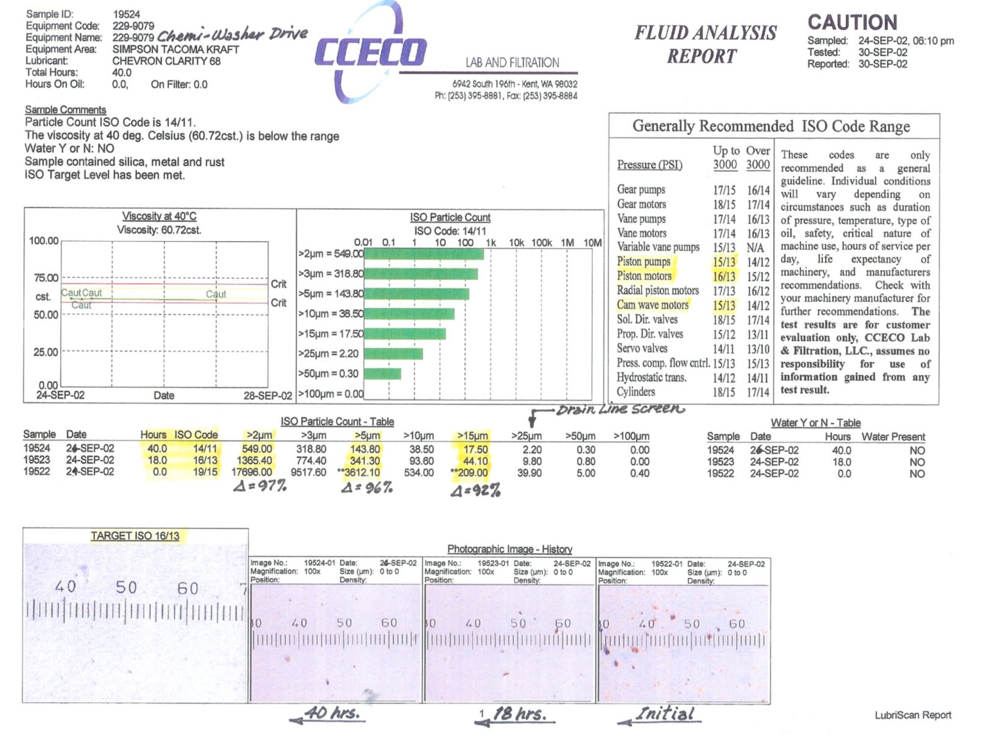
When a GEM-100 industrial series was installed on the Chemi-Washer drive system at Simpson the results were immediate. Within 40 hours, the GEM-100, that"turns" the reservoir volume several times per shift, and had an ISO 14/11 for system oil cleanliness.
According to Simpson, the return on investment (about $4,500 initial cost, including element and connections/fittings, and $175 for replacement element) is extremely good. The reduction of in-line filter change-outs alone can pay for the installation within a year. Far greater savings have been realized by reduced oil and equipment replacement, repair costs, and downtime, with maintenance intervals extended more than twofold. The GEM-100 unit is also quality construction, with user-friendly features for ease of operation.
Case Study
Simpson Tacoma Kraft paper mill installed a Black Clawson Chemi-Washer in their brownstock washing plant in the late 80’s. This machine has a woven mesh “belt” that conveys pulp through several washing stages. The belt is carried by a number of transverse rolls, four which are powered by a hydraulic drive system consisting of three large piston pumps and four wave cam hydraulic motors (each with 15 pistons & 30 crosshead roller bearings), totaling over $350,000 in component cost alone. The hydraulic system has duplex 3-micron in-line filters in the main pump charge circuits and auxiliary boost line, and duplex 10-micron in-line filters in the loop discharge and drain lines. This is a 24-hour per day continuous operation, with annual maintenance shutdowns, and little tolerance for downtime.(p/>
Even with the extensive system filtration, rotating group wear in the main pumps, and crosshead bearing and cam wear in the hydraulic motors resulted in average time between renewals of 3 to 4 years, with renewal parts and labor costs averaging 65% of component cost. Oil sampling showed that recommended system oil cleanliness of ISO 15/12 was not being maintained, often ranging as high as 19/16. Two factors were considered: 1) dynamic filter efficiency and related media degradation, and 2) contaminant ingression / re-circulation, resulting in over-burdening of in-line filters (e.g. dirt & wash liquor getting past the large motor seals, wear products from component drain lines to the reservoir re-entering the loop). Full flow, in-line filters can see heavy loading, compromised performance, and bypassing. This eventually results in excessive filter changeouts at best, and rapid equipment wear and failures at worst.
This situation became critical when Simpson decided to expand the machine and run all their pulp production through it – something had to be done to improve oil quality. Excellent results have been achieved by the use of “kidney loop” cleaning & polishing filters installed on system reservoirs. Oil is conditioned in the low flow, “high residence time” area of the system where it is most practical to deal with the contaminants. The filter technology employed is “low flow / high retention” type, with very lengthy media flow path – dirt holding capacity is measured in pounds, rather than grams or ounces. Existing in-line filters therefore hold up longer and perform better, while maintenance intervals on components can be significantly extended, because of improved oil cleanliness.
A CCECO GEM-100 industrial series, rated 150 gph, 1-micron, with 5 lb. dirt-holding capacity and ability to remove up to 1 gallon of water was installed on the Chemi-Washer drive system at Simpson. This unit “turns” the reservoir volume several times per shift, and had immediate results, as shown on the enclosed lab report: sample particle count reductions, within 40 hours of installation/initial operation, of 92% 15-micron, 96% 5-micron, and 97% 2-micron, resulting in ISO 14/11 system oil cleanliness. This is well within the target cleanliness range for both damaging particle sizes and silting.
The return on investment (about $4,500 initial cost, including element and connections/fittings, and $175 for replacement element) is extremely good. The reduction of in-line filter change-outs alone can pay for the installation within a year. Far greater savingshave been realized by reduced oil and equipment replacement, repair costs, and downtime, with maintenance intervals extended more than twofold. The CCECO unit is also quality construction, with user friendly features for ease of operation.